Отводы
|
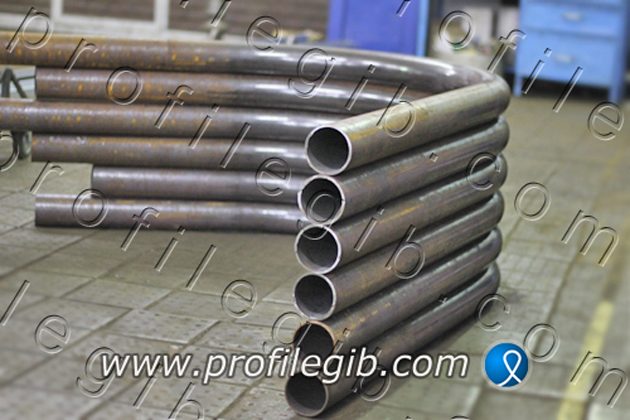
При изготовлении отводов из труб самое главное, чтобы деформация сечения трубы была минимальной, а переход из прямого участка в дугу был ровным и плавным. Наши станки позволяют получать отвод за несколько прокатов без замятий и гофры. |
|||||||||
 |
|||||||||
Направления гибки: |
|||||||||
|
|||||||||
|
|
|||||||||
Способы гибки: |
|||||||||
|
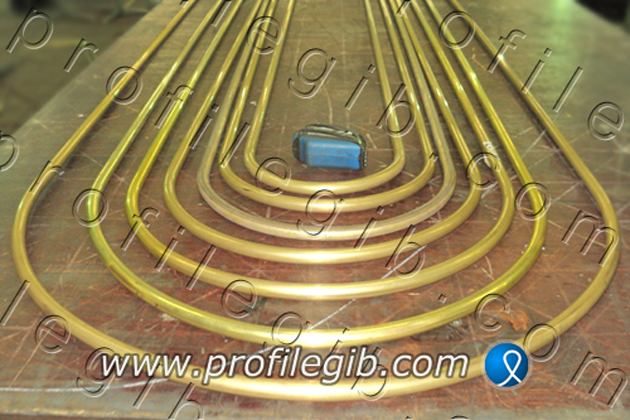
Вальцовка - гибка производится на трехвалковом профилегибочном станке. На сегодняшний день это самое технологичное в мире оборудование для гибки профилей любым радиусом. Минимальный радиус зависит от параметров профиля. Намотка - гибка производится на дорновом станке. Использование дорна позволяет производить гибку тонкостенных труб без риска образования гофры, изломов и других деффектов. Точность изгиба труб достигает десятых долей миллиметра. |
|||||||||
|
|
|||||||||
Фото с производства: |
|||||||||
          |
|||||||||
|
|
|||||||||
Применение на объектах: |
|||||||||
|



